应用背景
在连铸方坯中,会出现表面纵裂纹、角部纵裂纹、表面横裂纹、角部横裂纹、星状裂纹、表面夹渣、表面折叠(振痕异常)、划伤、重接、气泡/针孔、中心裂纹、边部裂纹等缺陷,这些缺陷会在后期加工使用中,造成其他问题的出现或导致产品生产失败。利用超声波自动化设备在线材生产工艺流程中,将探伤的次序提前。从保证坯料质量入手,提供了强效率,自动化等质量评估手段。
系统检测对象
⑴ 钢坯规格:较大240*240mm。
⑵ 钢坯长度:6~12m。
⑶ 钢坯材质:碳钢、合金钢、轴承钢、弹簧钢、冷镦钢等。
⑷ 表面状态:连铸坯或扒皮材表面粗糙度
系统技术指标
⑴ 检测灵敏度:Ф0.8×15mm横孔。
⑵ 检测范围:全截面探伤(四角除外)。
⑶ 端部盲区:≤150mm。
⑷ 圆角盲区:与所探伤坯料的圆角半径一致。
⑸ 漏报率:0。
⑹ 误报率:≤1%。
⑺ 灵敏度波动:≤2dB(连续工作4小时后)。
⑻ 检测速度:≤20m/min(与磁粉探伤速度匹配)。
⑼ 喷标精度:≤±50mm
系统组成与检测方式
设备主要由压持装置、探头上托式主机、探头下压式主机、自动控制系统和水循环系统组成。超声波探伤主机处有三套压持装置。压持装置均为龙门结构,其下部有V型辊轮,上部为压轮,压轮由气缸驱动升降。压轮的下压和抬起动作由光电开关控制,自动识别方坯端部并执行压下和抬起动作。
该套探伤设备的超声波探伤主机处有二套检测主机毗邻串接(由一套压持装置隔开),一套为探头下压式主机,另一套为探头上托式主机,前者对“菱形位”方坯的二个上表面实施声束垂直入射的超声波检测,后者对方坯的二个下表面实施声束垂直入射的超声波检测。
探头上托式主机可侧拉出。主机上安装有探头架和探头架跟踪系统,探头架及其跟踪系统由汽缸驱动,它们的抬起动作由光电开关控制,自动识别钢坯端部并执行抬起和落下动作。在不进行探伤时探头架及其跟踪系统处于低位,可避免方坯撞坏主机。
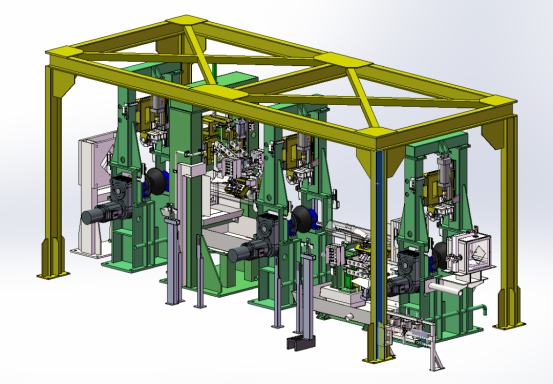
图1 系统概览